










Let’s face it – Every hour of machine downtime, every production delay, every miscalculated inventory decision is costing your business money. Right now, your supply chain is unpredictable, your production efficiency is dropping, and decision-making is reactive rather than strategic. But you can eliminate all that by adopting business intelligence for manufacturing!
Without business intelligence for manufacturing, your competitors who are leveraging real-time data are already ahead—cutting costs, reducing waste, and optimizing production. Well, that’s what the stats reveal!
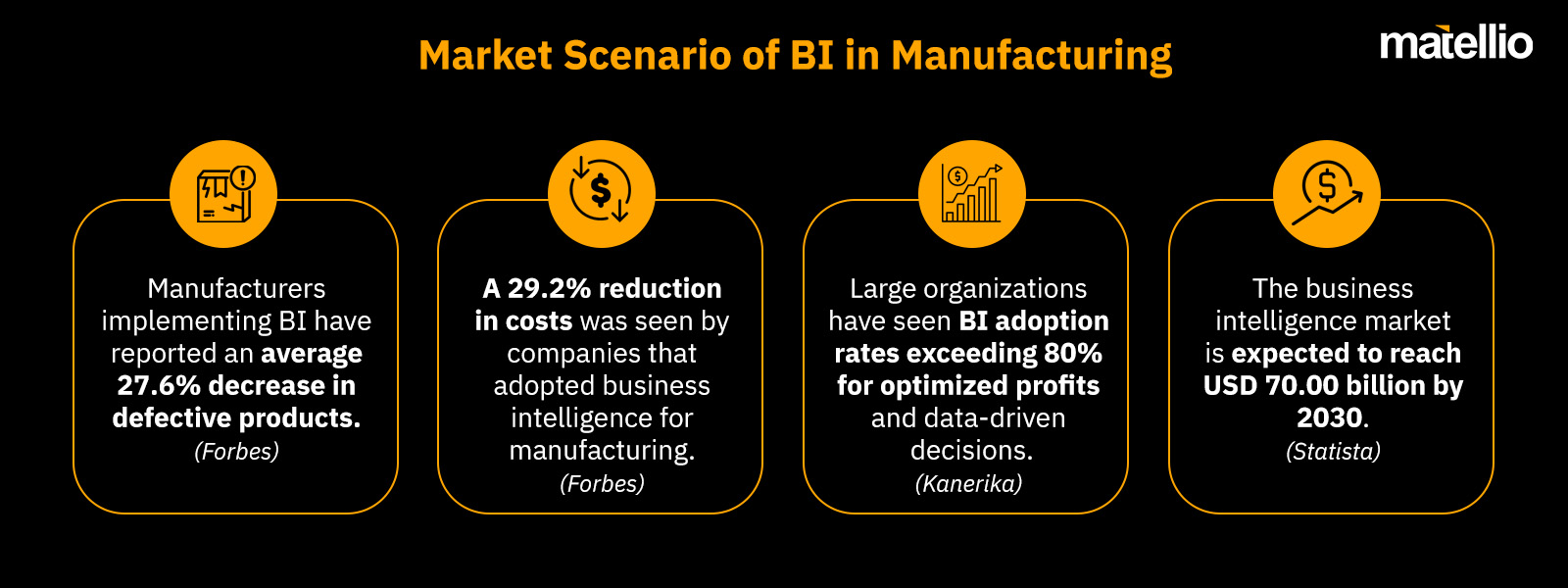
According to Statista, the projected revenue in the Business Intelligence Software market worldwide is expected to reach US$29.51bn in 2025.
You already have data—from your ERP, machines, supply chain, and customer demand—but without manufacturing intelligence software, it’s just sitting there, unused. BI in manufacturing turns that data into real-time insights, automated reporting, and predictive analytics that tell you what’s coming next.
Manufacturing business intelligence isn’t just about tracking numbers—it’s about eliminating inefficiencies that are silently draining your profits.
The manufacturers already using business analytics in the manufacturing industry are:
- Preventing costly breakdowns before they happen
- Automating inventory management to eliminate stock issues
- Optimizing production schedules based on demand trends
- Reducing defects and rework with real-time quality control
Every day you operate without BI manufacturing tools, you’re losing money—sometimes without even realizing it.
The question isn’t whether you should adopt business intelligence for the manufacturing industry—it’s how much longer can you afford to run without it?
The Hidden Costs of Not Having Business Intelligence for Manufacturing
If you’re not using business intelligence for manufacturing, you’re already losing money every single day. The hidden costs of inefficiency, slow decision-making, and reactive strategies are silently eating into your profits. Your competitors who have implemented manufacturing intelligence software are already ahead—cutting waste, optimizing production, and making data-driven decisions.
Here’s what happens when you don’t have BI manufacturing tools in place:
Wasted Production Hours—Machines Sit Idle While Profits Slip Away
Every unexpected machine stoppage or poor production planning costs you hours in lost output. Without BI in manufacturing, you have no real-time insights into machine performance, predictive maintenance, or production flow. Your equipment sits idle, and you lose thousands in productivity.
Inventory Nightmares—Stocking Mistakes Cost You More Than You Realize
Overproduce, and your capital is locked in excess inventory. Underproduce, and you lose sales due to stockouts. Without business intelligence in the manufacturing industry, you’re guessing rather than forecasting demand. Manufacturing business intelligence eliminates inventory miscalculations, ensuring you only produce what’s needed—at the right time, in the right quantity.
Read More: Discover how Smart Manufacturing Inventory Systems optimize operations, reduce waste, and enhance efficiency in modern industrial environments.
Supply Chain Delays—Every Disruption is a Direct Hit to Your Revenue
If a supplier delay shuts down your production line, how long does it take for your team to react? Manufacturing BI provides real-time supply chain tracking, alerting you to risks before they cause major disruptions. Companies that rely on outdated tracking methods struggle with late shipments, bottlenecks, and rising logistics costs—while those using analytics for manufacturing get ahead of problems before they escalate.
Quality Issues—Defects, Recalls & Customer Complaints Kill Your Reputation
One defective batch can cost millions in recalls and lost trust. Without business intelligence in manufacturing, quality control is reactive, not proactive. BI manufacturing tools detect production inconsistencies in real-time, preventing defects before they leave the factory. When you rely on outdated reporting, issues are caught too late, after the damage is done.
Lost Profits—Without Predictive Analytics, You’re Reacting Instead of Preventing
If you’re still making decisions based on historical reports and manual spreadsheets, you’re already too late. Business analytics in the manufacturing industry transforms raw data into predictive insights, helping you plan smarter, optimize costs, and maximize efficiency. Manufacturers using BI in manufacturing are staying ahead of market trends, reducing downtime, and making data-driven moves before problems arise.
Every single day without business intelligence for the manufacturing industry is a day you’re leaving money on the table. How much longer can you afford to run your business blind?
The ROI of Business Intelligence for Manufacturing: Where Your Money Goes & What You Get
If you’re investing in business intelligence for manufacturing, you need justification for every dollar spent. Here’s the reality—the manufacturers already using BI manufacturing tools aren’t spending, they’re saving. They’re slashing downtime, eliminating waste, cutting costs, and maximizing profits.
Here’s exactly what you gain when you implement manufacturing intelligence software into your operations:
 Faster, Smarter Decision-Making—No More Guesswork
Faster, Smarter Decision-Making—No More Guesswork
Every decision your team makes today is based on yesterday’s data—or worse, last month’s. If you’re still waiting on outdated reports, you’re already behind. Business intelligence in manufacturing gives you real-time, automated reporting, helping you make faster, smarter, and more profitable decisions. Cloud integration services ensure your BI system connects seamlessly across all departments, delivering insights exactly when you need them.
 Predictive Maintenance Saves Millions—No More Costly Downtime
Predictive Maintenance Saves Millions—No More Costly Downtime
A single unexpected breakdown can cost your business thousands—or even millions. Without BI in manufacturing, your machines are running until they fail. With predictive analytics for manufacturing, your system flags issues before they become major problems, preventing breakdowns before they happen. Companies using business intelligence for manufacturing are already reducing machine downtime and increasing overall equipment effectiveness (OEE).
 Data-Driven Forecasting Prevents Losses—Know Exactly What to Produce & When
Data-Driven Forecasting Prevents Losses—Know Exactly What to Produce & When
Overproduction drains your capital. Underproduction kills your sales. Business intelligence for the manufacturing industry ensures you always produce the right amount, at the right time, based on real demand trends. Using business analytics in the manufacturing industry, leading manufacturers are eliminating stock issues and optimizing supply chain decisions.
 Optimized Labor & Resource Allocation—Get the Most Out of Every Shift
Optimized Labor & Resource Allocation—Get the Most Out of Every Shift
Are you overstaffing during slow periods? Underutilizing high-performing teams? Manufacturing business intelligence analyzes productivity patterns and ensures your labor force is allocated efficiently. With system integration services, your BI system integrates workforce analytics with real-time production tracking, helping you minimize wasted labor hours and maximize efficiency.
 Fewer Returns & Higher Customer Satisfaction—Because Quality Shouldn’t Be a Gamble
Fewer Returns & Higher Customer Satisfaction—Because Quality Shouldn’t Be a Gamble
Returns, defects, and poor product quality cost your company more than you think. If you’re not tracking defects in real-time, you’re not controlling quality—you’re reacting to failures. BI manufacturing tools help you identify production issues before they escalate, reducing defects and improving customer satisfaction. With business intelligence for manufacturing, you can integrate real-time quality checks, automated alerts, and AI-driven defect analysis into your BI system.
In short, the manufacturers using business intelligence for the manufacturing industry aren’t spending money—they’re making it back in efficiency gains, cost reductions, and better decision-making. Let’s get your BI system up and running today. Submit RFP and take the first step toward maximizing your manufacturing profits.
Top Use Cases of Business Intelligence in Manufacturing
You already know business intelligence for manufacturing can eliminate inefficiencies, optimize operations, and maximize profits. But where exactly does it deliver the most impact? Manufacturing intelligence software isn’t just a dashboard—it’s a decision-making powerhouse that transforms every aspect of your production and supply chain.
Here’s where the best manufacturers are using business intelligence in the manufacturing industry to cut costs, reduce waste, and increase profitability.
| Use Case | Key Benefits |
| Real-Time Production Monitoring | Reduce downtime, fix bottlenecks, optimize shift planning |
| Predictive Maintenance | Prevent breakdowns, extend equipment life, lower repair costs |
| Intelligent Inventory Management | Prevent overstocking, avoid shortages, optimize procurement |
| Supply Chain Optimization | Track shipments, improve supplier performance, reduce delays |
| Quality Control & Defect Prevention | Detect defects early, reduce returns, ensure compliance |
| Workforce Productivity Optimization | Improve labor efficiency, automate tasks, cut overtime costs |
| Demand Forecasting & Market Analysis | Align production with demand, reduce waste, maximize profits |
Real-Time Production Monitoring & Performance Optimization
If you’re still relying on manual tracking and end-of-shift reports, you’re missing out on real-time visibility into your entire production line. BI in manufacturing allows you to track machine performance, detect inefficiencies, and optimize workflows on the fly.
With digital transformation services, businesses integrate BI manufacturing tools with IoT sensors, ERP software, and cloud systems for seamless monitoring across all departments.
Key Benefits:
- Monitor OEE (Overall Equipment Effectiveness) in real-time
- Reduce unplanned downtime with predictive alerts
- Identify and fix bottlenecks before they impact output
- Optimize shift planning based on machine performance
Predictive Maintenance to Reduce Downtime & Repair Costs
How often has a machine broken down unexpectedly, bringing your entire production line to a halt? Without BI manufacturing tools, you’re constantly playing defense. Manufacturing business intelligence detects early warning signs of equipment failure, allowing you to schedule maintenance before breakdowns happen.
By leveraging AI integration services, businesses enable predictive analytics for manufacturing, ensuring that equipment runs efficiently with minimal downtime.
Key Benefits:
- Minimize costly machine failures and production stops
- Extend the lifespan of manufacturing equipment
- Reduce emergency repair costs and downtime losses
- Ensure seamless integration with IoT-enabled sensors
Intelligent Inventory & Supply Chain Management
Are you still guessing how much inventory to stock or relying on outdated spreadsheets? Business intelligence for the manufacturing industry ensures optimal stock levels—not too much, not too little—so you’re always aligned with real demand trends.
With BI in manufacturing, manufacturers connect analytics for manufacturing with ERP systems, supplier networks, and real-time logistics tracking, preventing overstocking or costly shortages.
Key Benefits:
- Prevent overstocking and free up working capital
- Avoid stockouts and lost sales with better forecasting
- Track shipments and supplier performance in real-time
- Predict raw material needs based on production schedules
Quality Control & Defect Prevention
A single defective batch can cost millions in recalls and lost customers. Business intelligence in manufacturing tracks production defects in real-time, helping manufacturers maintain strict quality standards and prevent faulty products from reaching customers.
Using business intelligence consulting, manufacturers integrate BI in manufacturing with automated quality checks and AI-driven defect detection, ensuring only high-quality products leave the factory.
Key Benefits:
- Monitor quality control metrics in real time
- Detect patterns leading to defects before they escalate
- Reduce customer complaints and returns with automated quality checks
- Ensure compliance with industry regulations and standards
Labor Productivity & Workforce Optimization
Are you getting maximum productivity out of every shift? With manufacturing business analytics, you can track employee performance, optimize labor distribution, and eliminate inefficiencies in workforce planning.
By leveraging business intelligence services, companies integrate BI manufacturing tools with workforce management software to monitor labor efficiency, prevent staffing shortages, and balance workloads.
Key Benefits:
- Improve shift scheduling and labor distribution
- Measure worker productivity in real-time
- Automate repetitive tasks and free up skilled labor for critical work
- Reduce overtime costs by aligning staffing with production needs
Demand Forecasting & Market Trend Analysis
Producing too much? Too little? Business analytics in the manufacturing industry helps manufacturers forecast demand with precision, ensuring they always align production with real market trends.
With legacy migration, manufacturers can modernize outdated systems, ensuring that BI in manufacturing provides accurate forecasting and real-time market analysis.
Key Benefits:
- Use AI-driven forecasting to predict demand fluctuations
- Reduce wasted production and stock obsolescence
- Adjust pricing and procurement strategies based on real-time market trends
- Leverage sales data to align production with customer demand
Let’s build your custom BI system today. Schedule a free 30-minute consultation with our experts!
Key Integrations of BI in Manufacturing for Complete Business Transformation
Now that you understand the game-changing benefits of business intelligence for manufacturing, the next step is knowing how to maximize its potential.
BI in manufacturing isn’t just a standalone tool—it’s a powerhouse when integrated with the right systems. The manufacturers already using BI manufacturing tools with these key integrations are automating processes, optimizing workflows, and scaling faster than ever.
Here’s where business intelligence in the manufacturing industry delivers its biggest impact:

ERP System Integration – Centralized Data & Smarter Operations
Your ERP system holds critical business data, but without manufacturing intelligence software, it’s just a repository of information. Integrating business intelligence for the manufacturing industry with ERP software ensures real-time insights, automated reporting, and data-driven decision-making.
- End-to-end visibility across production, inventory, and finances
- Automated reporting for cost tracking and forecasting
- Seamless connection with supply chain and order management
IoT & Smart Factory Integration – Real-Time Machine & Production Monitoring
Without BI in manufacturing, you’re making decisions based on outdated reports. Integrating IoT deployment services with business intelligence software provides real-time performance tracking, predictive maintenance, and automated alerts.
- Track machine uptime, downtime, and production output in real time
- Receive predictive maintenance alerts before failures happen
- Optimize energy usage and reduce operational costs
Supply Chain Management Integration – Predict, Prevent & Optimize
Unreliable supply chains cost you money and create delays. With business intelligence in manufacturing, you can integrate BI manufacturing tools with your supply chain systems to track shipments, monitor supplier performance, and optimize inventory levels.
- Eliminate stock shortages and prevent overproduction
- Monitor supplier reliability and mitigate risks
- Optimize procurement with AI-driven forecasting
Predictive Maintenance System Integration – Reduce Equipment Failures
Unexpected machine failures cause production halts and costly repairs. By integrating BI in manufacturing with predictive maintenance systems, manufacturers can schedule maintenance before failures occur, saving time and money.
- Prevent breakdowns with AI-driven failure detection
- Extend equipment lifespan and reduce maintenance costs
- Improve production efficiency with proactive servicing
MES (Manufacturing Execution System) Integration – Optimize Production Workflows
A Manufacturing Execution System (MES) tracks production on the factory floor, but without manufacturing business intelligence, data analysis is slow. Integrating BI manufacturing tools with manufacturing execution system development ensures optimized workflows and real-time adjustments.
- Optimize shift scheduling and production timelines
- Improve throughput and reduce work-in-progress (WIP) delays
- Monitor and adjust performance based on real-time factory data
Quality Management System (QMS) Integration – Ensure Product Excellence
A single quality failure can lead to expensive recalls, lost customers, and damaged brand reputation. Integrating business intelligence in manufacturing with QMS software enables real-time defect tracking, automated compliance reporting, and AI-driven quality predictions.
- Identify production defects before they escalate
- Ensure compliance with industry regulations automatically
- Improve product quality through AI-powered defect analysis
CRM & Sales Integration – Align Production with Market Demand
Manufacturers that ignore sales data risk overproducing low-demand items and underproducing high-demand products. Integrating business intelligence for manufacturing with CRM and sales platforms helps manufacturers align production with actual demand trends.
- Use real-time sales insights to guide production planning
- Reduce excess inventory by matching output to demand
- Improve order fulfillment rates and customer satisfaction
How to Implement BI in Manufacturing: A Step-by-Step Guide for Decision-Makers
By now, you understand the power of business intelligence for manufacturing and how it transforms production, supply chain, and cost efficiency. But the real question is: How do you implement it?
BI in manufacturing isn’t just about choosing a dashboard—it’s about integrating a data-driven system that eliminates inefficiencies, automates operations, and provides real-time insights.
Here’s a 5-step roadmap to successfully adopt manufacturing intelligence software and unlock the full potential of manufacturing business intelligence.
 Define Business Goals & Data Strategy
Define Business Goals & Data Strategy
Before implementing BI manufacturing tools, you need to define what you want to achieve. Manufacturers that fail to outline clear goals end up with data overload but no real insights.
- What are your biggest operational challenges? (Downtime, inventory waste, quality issues?)
- What KPIs do you need to track in real-time? (OEE, defect rates, production speed?)
- How statistics can be used in a manufacturing plant to make better decisions?
A well-structured business analytics in the manufacturing industry strategy ensures that your BI implementation aligns with real business needs.
 Partner with a Business Intelligence Services & Solutions Provider
Partner with a Business Intelligence Services & Solutions Provider
This is the most critical step. BI implementation is complex—it requires AI, cloud, analytics, and system integrations. Trying to build it in-house without expertise leads to failed implementation and wasted investment.
A trusted business intelligence services partner will:
- Customize business intelligence for the manufacturing industry to fit your workflows
- Handle cloud integration services for seamless data access across locations
- Ensure ERP, MES, and IoT connectivity for real-time analytics for manufacturing
- Provide AI-powered automation for predictive maintenance and defect prevention
 Integrate BI with Your Existing Manufacturing Systems
Integrate BI with Your Existing Manufacturing Systems
Your ERP, MES, IoT devices, and QMS already collect data— but without BI in manufacturing, that data is siloed and underutilized.
Business intelligence in the manufacturing industry must integrate with:
- ERP software for finance, production, and inventory tracking
- IoT-enabled machines for predictive maintenance and energy optimization
- Supply chain management systems for real-time logistics tracking
- Quality control software for defect detection and compliance
With enterprise software development services, manufacturers ensure their BI manufacturing tools seamlessly connect with existing operations.
 Develop & Deploy a Scalable BI Dashboard
Develop & Deploy a Scalable BI Dashboard
Once BI manufacturing tools are connected to all data sources, the next step is to visualize actionable insights. A manufacturing BI dashboard transforms raw data into real-time analytics.
- Monitor production efficiency, machine uptime, and defect rates in real time
- Access manufacturing business analytics anytime via cloud integration services
- Automate reports on inventory, demand forecasting, and operational costs
- Set up predictive alerts to prevent downtime and quality failures
Manufacturers working with software product development services ensure their BI dashboards are scalable, secure, and customized for real business impact.
 Train Your Team & Optimize BI for Continuous Growth
Train Your Team & Optimize BI for Continuous Growth
Even the most powerful BI in manufacturing is useless if your team doesn’t know how to interpret and act on insights. Training your employees on how statistics can be used in a manufacturing plant ensures they make informed, data-driven decisions.
- Train plant managers, production teams, and decision-makers on BI adoption
- Monitor system performance and fine-tune predictive analytics
- Continuously upgrade BI features to stay ahead of market trends
- Use AI integration services to enhance automation and real-time recommendations
Looking for the Cost of Implementing BI in Manufacturing? Share Your Requirements and Get a Free Quote!
Key Challenges and Solutions in Implementing Business Intelligence for Manufacturing
Following the five-step roadmap to implement business intelligence for manufacturing is the right approach—but let’s be realistic. BI implementation comes with challenges, and ignoring them can lead to delays, inefficiencies, or even failure.
Manufacturers that plan ahead and address these roadblocks early ensure a smoother transition and faster ROI. Here are the most common challenges in BI in manufacturing—and how to solve them.
Challenge 1: Data Silos & Integration Issues
The Problem: Your data is spread across multiple ERP systems, MES, IoT devices, and spreadsheets, making it difficult to consolidate and analyze information effectively.
The Solution: Implement cloud or AWS data migration services to unify all data sources in a centralized BI system. Use business intelligence in manufacturing to connect real-time production, inventory, and supply chain data for a single source of truth.
- Ensure seamless ERP, IoT, and MES system integration
- Use AI integration services for real-time data synchronization
- Migrate outdated legacy systems for better BI performance
Challenge 2: Poor Data Quality & Inaccurate Reporting
The Problem: If your raw data is inconsistent, incomplete, or outdated, your BI manufacturing tools will generate inaccurate insights. This leads to bad decisions based on faulty reports.
The Solution: Set up automated data validation to ensure your analytics for manufacturing use only accurate, high-quality inputs. Use manufacturing business intelligence to implement real-time data cleansing and AI-driven anomaly detection.
- Establish data governance policies for consistency
- Automate error detection and data validation
- Use AI-powered reporting tools for reliable insights
Challenge 3: Resistance to Change & Employee Adoption
The Problem: Employees, especially on the factory floor, may resist BI in manufacturing because they are used to manual processes and legacy reporting methods.
The Solution: Provide hands-on training and explain how statistics can be used in a manufacturing plant to simplify tasks, not replace jobs. Use business intelligence in the manufacturing industry to make data visualization user-friendly for all levels of employees.
- Conduct workforce training on BI dashboards and reporting tools
- Show real-time benefits of BI in improving production efficiency
- Adopt intuitive BI interfaces for easy adoption
Challenge 4: High Implementation Costs & Unclear ROI
The Problem: Decision-makers hesitate to invest in manufacturing intelligence software due to high upfront costs and uncertainty about long-term returns.
The Solution: Start with a scalable approach. Invest in MVP development services to deploy a pilot BI manufacturing tool for testing ROI before full-scale implementation. Leverage cloud-based business intelligence for manufacturing to reduce infrastructure costs.
- Begin with a small-scale BI rollout before enterprise-wide expansion
- Use software product development services to customize BI based on business need.
- Measure early ROI through predictive maintenance and cost savings
Challenge 5: Lack of Real-Time Insights for Decision-Making
The Problem: Many manufacturers still rely on historical reports rather than live data, causing delays in production adjustments, inventory decisions, and market responsiveness.
The Solution: Implement BI in manufacturing with real-time dashboards and automated alerts. Use manufacturing business analytics to provide instant access to production efficiency, quality control, and supply chain insights.
- Enable real-time reporting and predictive alerts
- Use cloud integration services for instant data access
- Adopt AI-driven analytics for faster decision-making
All in all, the key to success isn’t avoiding challenges—it’s solving them before they slow you down. Take the first step and implement BI manufacturing tools the right way today!
How Can Matellio Help with BI in Manufacturing
At Matellio, we don’t just implement business intelligence for manufacturing—we transform manufacturing businesses.

Our expertise in manufacturing intelligence software, AI-driven analytics, and enterprise-grade BI solutions ensures that manufacturers like you eliminate inefficiencies, maximize profits, and stay ahead of competitors.
Here’s why leading manufacturing companies trust Matellio for BI in manufacturing:
Custom BI Solutions Built for Manufacturing Success
We don’t offer generic BI dashboards—we create tailored business intelligence solutions specifically designed for manufacturing operations. Whether it’s real-time production tracking, predictive maintenance, or inventory forecasting, we design BI that delivers exactly what your business needs.
Seamless Integration with Your Existing Manufacturing Systems
Your ERP, MES, IoT devices, and supply chain tools already generate valuable data. We ensure seamless integration so that your BI manufacturing tools provide real-time insights from every source—without disrupting your operations.
Advanced AI & Predictive Analytics for Smarter Decisions
With Matellio’s AI integration services, your business intelligence for the manufacturing industry goes beyond static reports. Our AI-powered BI systems predict demand, detect machine failures before they happen, and optimize production efficiency.
Scalable & Future-Proof BI Solutions
Manufacturing is evolving, and your BI system should too. Our cloud-based BI for manufacturing is scalable, adaptable, and future-ready, ensuring that as your business grows, your data-driven decision-making grows with it.
End-to-End BI Implementation with Expert Support
From custom business intelligence solutions and manufacturing software development to cloud computing and technology consulting, we handle everything from strategy to deployment and beyond. You focus on production—we handle the data that makes it smarter.
Proven Expertise in Business Intelligence & Manufacturing Analytics
We’ve helped leading manufacturers reduce costs, improve production efficiency, and eliminate operational waste using business analytics in the manufacturing industry. Our BI solutions aren’t just tools—they’re profit-driving assets.
Secure, Reliable, and Compliant BI Systems
Data security is critical in manufacturing. Our manufacturing business intelligence solutions come with enterprise-grade security, compliance with industry regulations, and advanced user access controls to keep your data safe and accessible only to the right people.
All in all, Matellio is the BI partner that can help you turn raw data into real profits. Let’s build a BI-powered manufacturing operation that runs smarter, faster, and more efficiently than ever.
Business Intelligence for Manufacturing – FAQ’s:
[sp_easyaccordion id=”59337″]


